- no.8, jalan zaolin,
jalan longxiang,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- Muat turunBrosur PDF
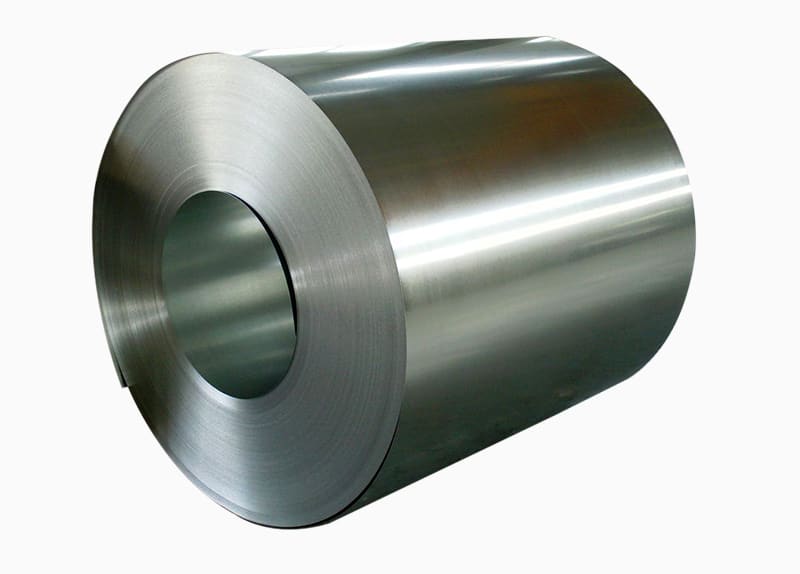
Perjalanan gegelung keluli bermula lama sebelum ia tiba di kilang atau tapak pembinaan. Ia bermula dengan bahan mentah — bijih besi, arang kok, dan batu kapur — dimasukkan ke dalam relau letupan di mana ia dileburkan menjadi besi babi cair pada suhu melebihi 2,700°F (1,480°C). Besi cair kemudian dipindahkan ke relau oksigen asas (BOF) atau relau arka elektrik (EAF), di mana kekotoran disingkirkan dan kandungan karbon dilaraskan dengan teliti untuk menghasilkan keluli cecair daripada komposisi yang dikehendaki.
Keluli cecair terus dibuang ke dalam papak tebal - biasanya 200 hingga 250mm tebal dan sehingga 2 meter lebar. Papak ini adalah titik permulaan untuk semua produk keluli gelek rata, termasuk gegelung. Selepas tuangan, papak sama ada diproses serta-merta atau dipanaskan semula dalam relau pemanasan semula papak sebelum memasuki kilang jalur panas, peralatan yang paling bertanggungjawab secara langsung untuk menghasilkan gegelung keluli tergelek panas.
Dalam kilang jalur panas, papak yang dipanaskan semula dipicit secara beransur-ansur di antara satu siri dirian bergolek, setiap satu mengurangkan ketebalan sementara jalur itu memanjang dan mempercepatkan. Pada masa jalur keluar dari tempat penamat, ia mungkin bergerak pada kelajuan 80 km/j atau lebih dan telah dikurangkan daripada papak 250mm kepada jalur setipis 1.5mm. Jalur itu kemudiannya disejukkan di atas meja habis menggunakan semburan air terkawal sebelum dililitkan ke dalam gegelung oleh downcoiler. Suhu gegelung diuruskan dengan teliti kerana ia secara langsung mempengaruhi struktur mikro dan sifat mekanikal produk akhir.
Gegelung bergulung panas boleh dijual terus untuk banyak aplikasi, tetapi untuk kegunaan yang memerlukan toleransi yang lebih ketat, kualiti permukaan yang lebih baik, atau kekuatan yang lebih tinggi, pemprosesan selanjutnya diperlukan. Gegelung gulung panas mula-mula dijeruk - melalui tab mandian asid hidroklorik atau sulfurik - untuk mengeluarkan skala oksida dari permukaan. Ini menghasilkan gegelung jeruk dan berminyak (P&O), yang boleh digunakan secara terus atau dihantar ke hadapan untuk rolling sejuk.
Dalam kilang gelek sejuk, jalur jeruk dikurangkan lagi dalam ketebalan pada suhu bilik, biasanya sebanyak 50–90% daripada tolok masuknya. Ini secara dramatik meningkatkan kerataan, kemasan permukaan dan ketepatan dimensi, di samping meningkatkan kekuatan hasil melalui pengerasan kerja. Gegelung gulung sejuk kemudiannya disepuhlindapkan — dipanaskan dalam relau suasana terkawal — untuk memulihkan kemuluran yang hilang semasa kerja sejuk. Talian penyepuhlindapan berterusan moden boleh memproses gegelung pada kelajuan tinggi, manakala penyepuhlindapan kelompok (menggunakan relau loceng) digunakan untuk produk yang memerlukan suhu yang sangat lembut.
Selepas penyepuhlindapan, gegelung canai sejuk biasanya melalui pas gelek temperamen — pengurangan ringan sekitar 0.5–2% — yang menghilangkan pemanjangan titik hasil (fenomena yang akan menyebabkan tanda permukaan dipanggil garisan Lüders semasa pembentukan), dan memperhalusi kemasan permukaan dan kerataan jalur. Gegelung dengan kecacatan kerataan juga boleh diproses melalui garisan meratakan ketegangan, yang meregangkan jalur untuk mengeluarkan gelombang, set gegelung atau busur silang.
Sebilangan besar gegelung keluli yang digunakan di seluruh dunia menerima salutan pelindung atau hiasan sebelum ia sampai kepada pengguna akhir. Talian salutan ialah operasi berkelajuan tinggi yang berterusan di mana jalur keluli dibersihkan, pra-rawatan, disalut dan dikeringkan atau diawetkan dalam satu laluan melalui talian. Jenis salutan yang digunakan menentukan rintangan kakisan, kebolehbentukan, kebolehcatan, dan rupa permukaan produk akhir.
Dalam garisan galvanizing hot-dip yang berterusan, jalur keluli dibersihkan dan disepuhlindapkan dalam suasana pelindung sebelum direndam dalam tab zink cair pada kira-kira 460°C. Apabila jalur keluar dari periuk zink, pisau udara meniup zink berlebihan untuk mengawal ketebalan salutan. Berat salutan zink — dinyatakan dalam gram setiap meter persegi (g/m²) — berjulat daripada Z60 (60 g/m²) untuk aplikasi dalaman ringan hingga Z275 (275 g/m²) untuk kegunaan luaran atau struktur yang menuntut. Zink secara metalurgi terikat pada permukaan keluli, memberikan perlindungan penghalang serta perlindungan katodik (korban) yang menghalang karat daripada merebak walaupun salutan tercalar.
Salutan gegelung adalah salah satu proses pengecatan yang paling cekap dalam pembuatan. Jalur keluli berjalan melalui satu siri peringkat pra-rawatan kimia, aplikasi primer, dan aplikasi lapisan atas menggunakan penyalut gulung, dengan ketuhar pengawetan antara setiap peringkat. Keseluruhan proses berlaku dalam satu hantaran berterusan pada kelajuan jalur sehingga 200 meter seminit. Hasilnya ialah gegelung keluli pra-dicat dengan kemasan yang sangat konsisten dan tahan lama yang menghilangkan keperluan untuk mengecat selepas fabrikasi. Salutan termasuk poliester, PVDF (polyvinylidene fluoride), SMP (poliester diubah suai silikon), dan plastisol, masing-masing menawarkan pertukaran yang berbeza dari segi fleksibiliti, rintangan UV dan rintangan kimia.
Gegelung keluli digredkan mengikut piawaian kebangsaan dan antarabangsa yang mentakrifkan komposisi kimia yang boleh diterima, sifat mekanikal, toleransi dimensi dan kualiti permukaan. Sistem piawaian utama yang anda akan hadapi ialah:
| Sistem Standard | asal usul | Contoh Gred Biasa | Penggunaan Biasa |
| JIS (Standard Perindustrian Jepun) | Jepun | SPCC, SPCD, SGCC, SGHC | Automotif, perkakas, pembinaan |
| EN (Norma Eropah) | Eropah | DC01, DC04, DX51D, S355 | Pembentukan am, struktur, produk bersalut |
| ASTM (Persatuan Amerika untuk Pengujian dan Bahan) | USA | A1008, A1011, A653, A36 | Pembinaan, perindustrian, produk tergalvani |
| GB (Guojia Biaozhun) | China | Q235, Q345, ST12, ST14 | Struktur, pembentukan sejuk, lukisan |
Kebanyakan penetapan gred ini pada asasnya setara dari segi prestasi material, walaupun konvensyen penamaan berbeza. Sebagai contoh, JIS SPCC, EN DC01 dan ASTM A1008 CS Type B adalah semua keluli gulung sejuk kualiti komersial standard dengan sifat yang hampir sama. Apabila bekerja merentasi rantaian bekalan antarabangsa, sentiasa minta dokumentasi rujukan silang atau minta pakar metalurgi anda mengesahkan kesetaraan sebelum menggantikan gred.

Gegelung keluli adalah tulang belakang pembuatan moden. Kepelbagaian sepenuhnya keluli tergelek rata — dalam pelbagai bentuk, gred dan salutannya — bermakna ia muncul dalam hampir setiap sektor ekonomi. Berikut ialah melihat kawasan aplikasi yang paling penting:
Industri automotif adalah salah satu pengguna terbesar bagi gegelung keluli di seluruh dunia. Gegelung bergulung sejuk dan tergalvani dicap pada panel badan, kulit pintu, tudung, spatbor dan tetulang struktur. Gegelung keluli berkekuatan tinggi dan ultra-tinggi (UHSS) — dengan kekuatan hasil melebihi 600 MPa — semakin banyak digunakan dalam bahagian kritikal keselamatan seperti tiang-B, rasuk pintu dan tetulang bampar, di mana ia menyerap tenaga ranap sambil membenarkan pembuat kereta mengurangkan berat dan memenuhi sasaran ekonomi bahan api.
Gegelung keluli pra-dicat dan tergalvani dibentuk bergulung menjadi panel bumbung, pelapisan dinding, purlin, stud rangka keluli, dan kelipan. Gegelung struktur bergulung panas dicelah dan dibentuk menjadi bahagian berongga, sudut dan saluran yang digunakan dalam bangunan rangka keluli, gudang dan struktur perindustrian. Permintaan sektor pembinaan untuk gegelung bersalut sangat didorong oleh keperluan untuk sampul bangunan yang tahan lama dan rendah penyelenggaraan dalam semua keadaan iklim.
Dram mesin basuh, kabinet peti sejuk, pelapik ketuhar, dan sarung penghawa dingin semuanya diperbuat daripada gegelung keluli yang digulung sejuk atau pra-dicat. Industri perkakas memerlukan kualiti permukaan yang konsisten dan toleransi ketebalan yang ketat untuk memastikan panel boleh dibentuk, dikimpal dan dicat tanpa kecacatan. Gegelung keluli bersalut tahan cap jari — dengan rawatan permukaan khas yang meminimumkan tanda jari yang boleh dilihat — telah menjadi semakin popular untuk kemasan perkakas premium.
Tinplate — keluli gulung sejuk yang disalut dengan lapisan timah yang sangat nipis — ialah salah satu produk keluli bersalut asal dan kekal sangat diperlukan untuk tin makanan dan minuman, bekas aerosol dan tin cat. Keluli yang digunakan mestilah sangat nipis (serendah 0.1mm), sangat rata, dan bebas daripada kecacatan permukaan untuk dibentuk pada kelajuan tinggi talian pembuatan tin moden. Keluli bebas timah (TFS), disalut dengan kromium oksida dan bukannya timah, juga digunakan secara meluas sebagai alternatif kos efektif dalam pembungkusan bukan makanan.
Gegelung keluli memainkan peranan yang semakin meningkat dalam sektor tenaga. Gegelung keluli elektrik — jalur bergulung sejuk aloi silikon dengan sifat magnet yang dikawal dengan teliti — ditumbuk ke dalam laminasi untuk teras motor elektrik dan teras pengubah. Memandangkan kenderaan elektrik dan pemasangan tenaga boleh diperbaharui semakin bertambah, permintaan untuk gegelung keluli elektrik berkecekapan tinggi semakin pantas. Sistem pelekap panel solar, bahagian menara angin, dan keluli saluran paip juga dihasilkan daripada produk gegelung gelek rata.
Malah dari kilang yang bereputasi, gegelung keluli boleh membawa kecacatan - sesetengahnya diwarisi daripada proses pembuatan keluli, yang lain diperkenalkan semasa bergolek, menyalut atau melingkar. Menyedari kecacatan ini membantu anda memutuskan sama ada bahan sesuai untuk digunakan, perlu diturunkan taraf atau mesti ditolak. Jenis kecacatan yang paling biasa termasuk:
Dengan prestasi anti-karat yang tinggi, ia popular diguna...
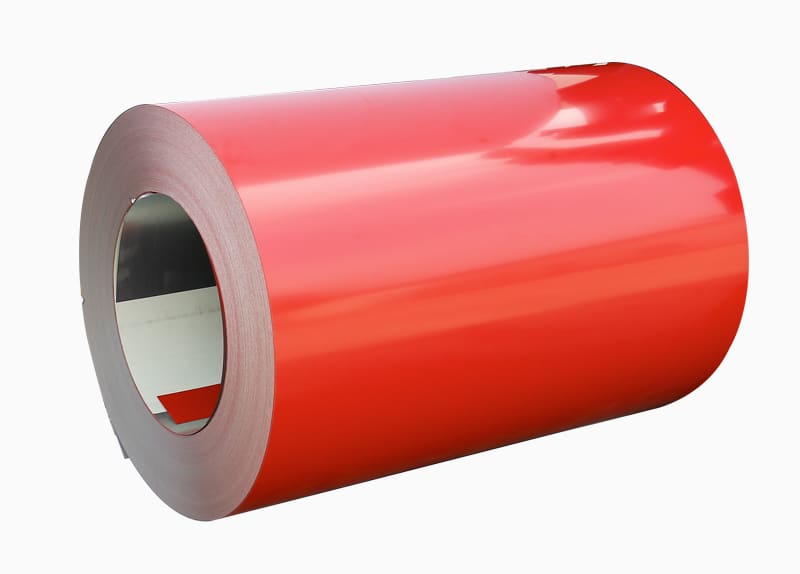
Nama penuh PPGI / PPGL COIL ialah gegelung keluli tergalv...
Pelabuhan: Zhejiang, China Kelebihan Gegelung Keluli T...

PERMOHONAN PPGI Pembinaan: Luar: Bengkel, gudang perta...




