- no.8, jalan zaolin,
jalan longxiang,
tongxiang,zhejiang,china - +86 573 89381086[email protected]
- Muat turunBrosur PDF
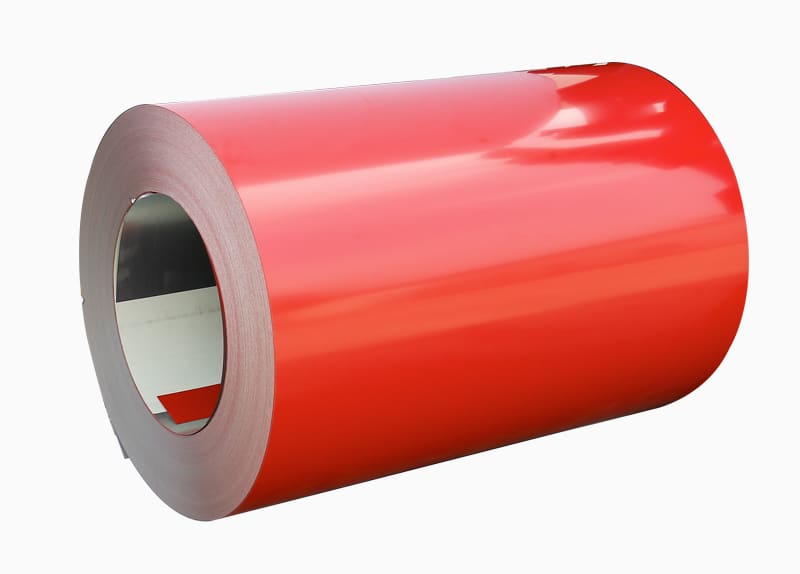
Gegelung keluli bersalut warna — juga dirujuk secara meluas sebagai gegelung keluli pra-dicat, gegelung PPGI (besi tergalvani pra-dicat) atau keluli tergelek bersalut warna — ialah gegelung keluli yang telah diproses melalui garisan salutan gegelung berterusan di mana satu atau kedua-dua permukaan dibersihkan, dirawat secara kimia, disemai dan disiapkan dengan satu atau lebih lapisan salutan organik sebelum dihantar semula.co Proses ini menghasilkan salutan yang konsisten, dikawal kilang yang jauh lebih seragam dan tahan lama daripada pengecatan selepas fabrikasi yang digunakan untuk memotong atau membentuk bahagian.
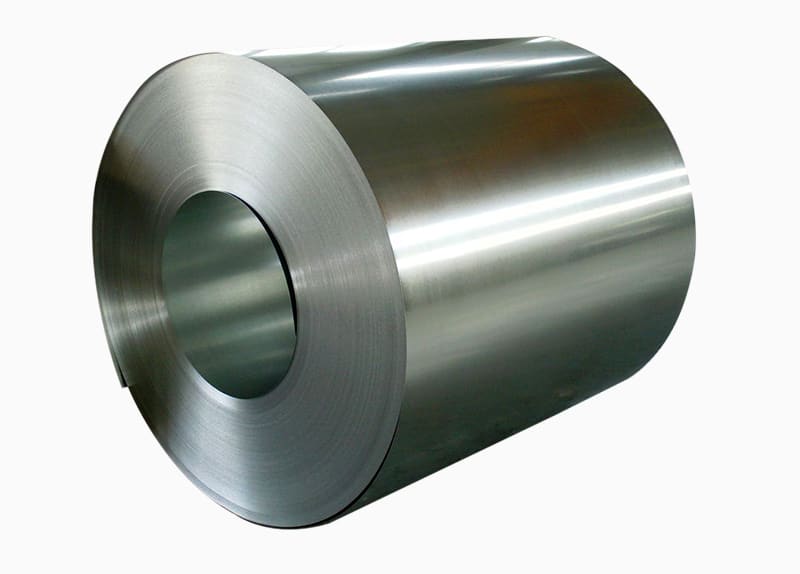
Substrat asas yang digunakan untuk gegelung keluli bersalut warna boleh berbeza-beza dengan ketara bergantung pada aplikasi yang dimaksudkan. Substrat yang paling biasa ialah keluli tergalvani celup panas (GI), yang menyediakan perlindungan kakisan berasaskan zink di bawah salutan organik. Substrat lain termasuk galvalume (keluli bersalut aloi aluminium-zink, juga dikenali sebagai AZ atau Zincalume), keluli elektro-tergalvani, keluli tergelek sejuk (CR), dan kadangkala keluli tergelek panas dan berminyak (HRPO) untuk kegunaan industri tolok yang lebih berat. Gabungan salutan logam dan lapisan atas organik memberikan produk gegelung keluli bersalut warna pertahanan berbilang lapisan terhadap kakisan, degradasi UV dan kerosakan mekanikal.
Proses salutan gegelung - kadangkala dipanggil garisan salutan gegelung berterusan atau proses CCL - ialah operasi pembuatan berkelajuan tinggi yang sangat automatik yang menggunakan salutan pada jalur keluli pada kelajuan talian biasanya antara 60 hingga 150 meter seminit. Memahami langkah pengeluaran membantu pembeli menilai tuntutan kualiti dan memahami sebab produk bersalut gegelung berkelakuan berbeza daripada keluli dicat konvensional.
Jalur keluli mula-mula melalui satu siri peringkat pembersihan yang mengeluarkan minyak gelek, oksida permukaan dan bahan cemar menggunakan pembersih alkali dan bilas air. Ini diikuti dengan peringkat pra-rawatan kimia - biasanya salutan penukaran kromat, bebas kromat (zirkonium atau titanium), atau salutan penukaran fosfat besi - yang menghasilkan permukaan aktif secara kimia yang menggalakkan lekatan lapisan primer dan memberikan perlindungan penghalang tambahan terhadap kakisan bawah filem. Pilihan kimia pra-rawatan telah menjadi semakin penting kerana tekanan kawal selia mendorong industri ke arah sistem bebas kromat.
Selepas pra-rawatan, lapisan primer digunakan oleh pelapis penggelek pada satu atau kedua-dua belah jalur. Primer - biasanya rumusan berasaskan epoksi, poliuretana atau poliester - berfungsi sebagai lapisan lekatan antara pra-rawatan dan lapisan atas, dan selalunya menggabungkan pigmen perencatan kakisan seperti strontium kromat atau zink fosfat. Jalur prima kemudiannya disalurkan melalui ketuhar pengawetan di mana ia dipanaskan pada suhu logam puncak (PMT) kira-kira 200–240°C untuk pengawetan haba. Ketebalan filem kering primer biasa berjulat dari 5 hingga 8 mikron.
Lapisan atas digunakan di atas primer yang telah diawet oleh stesen pelapis roller kedua. Ini ialah lapisan yang memberikan warna, kilauan dan prestasi permukaan bagi gegelung keluli pra-dicat yang telah siap. Selepas penggunaan, jalur itu melalui ketuhar pengawetan kedua — sekali lagi kepada PMT biasanya 220–250°C bergantung pada sistem resin — dan kemudian dipadamkan dengan air untuk menyejukkan jalur bersalut dengan cepat sebelum digulung semula. Kot belakang sering digunakan pada bahagian belakang semasa peringkat primer atau lapisan atas untuk memberikan perlindungan kakisan dan kebolehbentukan pada muka yang tidak kelihatan.
Sistem resin lapisan atas ialah penentu tunggal yang paling penting bagi prestasi luluhawa, fleksibiliti, rintangan kimia dan hayat perkhidmatan produk keluli bersalut warna. Kimia resin yang berbeza menawarkan profil prestasi berbeza yang sesuai untuk kegunaan akhir dan keadaan pendedahan yang berbeza.
Poliester standard ialah resin lapisan atas yang paling banyak digunakan dalam industri gegelung keluli bersalut warna kerana kosnya yang rendah, kebolehprosesan yang sangat baik, julat warna yang baik, dan prestasi yang mencukupi untuk aplikasi dalaman dan luaran yang ringan. Ketebalan filem kering biasa ialah 15–25 mikron. Salutan PE standard mempunyai rintangan UV yang terhad dan biasanya tidak disyorkan untuk aplikasi seni bina luaran dengan hayat reka bentuk melebihi 10 tahun dalam persekitaran yang keras. Ia paling biasa digunakan untuk bumbung dalaman, pelapisan industri am, panel perkakas, dan rak.
Salutan poliester diubah suai silikon menggabungkan resin silikon ke dalam tulang belakang poliester, dengan ketara meningkatkan rintangan UV dan rintangan haba berbanding PE standard. Salutan SMP digunakan secara meluas untuk aplikasi bumbung dan pelapisan luaran dalam iklim sederhana, menawarkan hayat reka bentuk yang biasanya dinilai pada 15–20 tahun untuk pengekalan warna dan rintangan kapur. Ketebalan filem adalah serupa dengan PE standard pada 20–25 mikron. SMP menyediakan keseimbangan prestasi dan kos yang baik untuk aplikasi pembinaan arus perdana.
Resin HDP dirumus dengan tulang belakang poliester berat molekul yang lebih tinggi dan pakej penstabil UV yang dioptimumkan untuk menyampaikan prestasi luluhawa yang lebih baik berbanding PE standard tanpa premium kos penuh PVDF. Salutan HDP semakin dinyatakan sebagai pilihan jarak pertengahan yang menjimatkan kos untuk aplikasi luaran di mana prestasi SMP adalah sempadan tetapi spesifikasi PVDF penuh tidak dibenarkan secara komersial. Tuntutan hayat reka bentuk biasa adalah 20-25 tahun untuk rintangan kapur dalam iklim sederhana.
Salutan berasaskan PVDF — dijual di bawah nama dagangan seperti Kynar 500 dan Hylar 5000 — mewakili peringkat premium lapisan atasan gegelung keluli bersalut warna dan merupakan penanda aras untuk aplikasi seni bina jangka hayat. Tulang belakang fluoropolymer memberikan ketahanan yang luar biasa terhadap sinaran UV, kapur, warna pudar, serangan kimia dan pengekalan kotoran. Formulasi standard mengandungi 70% resin PVDF dan 30% akrilik. Ketebalan filem biasanya 25–27 mikron untuk sistem dua lapisan standard. Gegelung keluli warna bersalut PVDF ditentukan untuk bumbung seni bina mewah, dinding langsir dan pelapisan fasad di mana tempoh jaminan selama 30–40 tahun diperlukan. Resin vinil eter (FEVE) fluoroethylene menawarkan prestasi yang setanding dan memperoleh bahagian pasaran dalam salutan seni bina bawaan pelarut.
Salutan plastisol ialah salutan berasaskan PVC tebal yang digunakan pada ketebalan filem kering 100–200 mikron, menghasilkan permukaan bertekstur tinggi dengan rintangan calar, kebolehbentukan dan sifat redaman akustik yang sangat baik. Ia biasanya ditentukan untuk kepingan bumbung, pelapisan dinding dan bangunan pertanian di pasaran Eropah Utara. Had utama Plastisol ialah rintangan UV yang agak lemah berbanding PVDF dan kecenderungan untuk berkapur dalam persekitaran UV tinggi, walaupun varian yang menstabilkan UV telah meningkatkan ketahanan luar dengan ketara.
Gegelung keluli bersalut warna dihasilkan dan didagangkan dengan pelbagai piawaian kebangsaan dan antarabangsa yang mentakrifkan gred substrat, berat salutan, sifat mekanikal dan kualiti permukaan. Kebiasaan dengan piawaian yang paling penting menghalang ralat spesifikasi dan salah faham rantaian bekalan.
| Standard | Wilayah | Skop |
| EN 10169 | Eropah | Produk rata keluli bersalut organik berterusan — keperluan dan ujian |
| ASTM A755 | USA | Kepingan keluli, bersalut logam oleh proses hot-dip dan pradicat oleh proses salutan gegelung |
| JIS G3312 | Jepun | Kepingan dan gegelung keluli bersalut aloi celup panas dan zink-besi yang telah dipracat |
| GB/T 12754 | China | Kepingan dan jalur keluli bersalut warna — standard kebangsaan meliputi produk PPGI dan PPGL |
| AS 1397 | Australia/NZ | Kepingan dan jalur keluli — bersalut zink celup panas atau bersalut aluminium/zink, berkaitan dengan Colorbond dan produk PPGL yang serupa |
Apabila mendapatkan sumber gegelung keluli bersalut warna di peringkat antarabangsa — terutamanya dari kilang China atau Asia Tenggara — adalah penting untuk mengesahkan piawaian mana produk dihasilkan, kerana gred sifat mekanikal, berat salutan zink dan toleransi ketebalan filem berbeza dengan ketara antara piawaian. Sentiasa minta sijil ujian kilang (MTC) yang secara eksplisit merujuk kepada piawaian yang berkenaan dan termasuk nilai yang diukur untuk berat salutan zink, ketebalan filem kering, tahap gloss dan keputusan ujian lentur-T.

Membeli gegelung keluli bergulung bersalut warna tanpa menyemak spesifikasi teknikal dengan teliti adalah salah satu punca masalah prestasi dan pertikaian waranti yang paling biasa dalam pembinaan dan pembuatan. Berikut ialah parameter kritikal untuk ditentukan dan disahkan:
Gegelung keluli bersalut warna adalah salah satu daripada bahan binaan dan perindustrian yang paling serba boleh, menyediakan pelbagai pasaran akhir yang luar biasa. Memahami tempat dan cara ia digunakan membantu pembeli menyelaraskan spesifikasi produk dengan keperluan perkhidmatan sebenar.
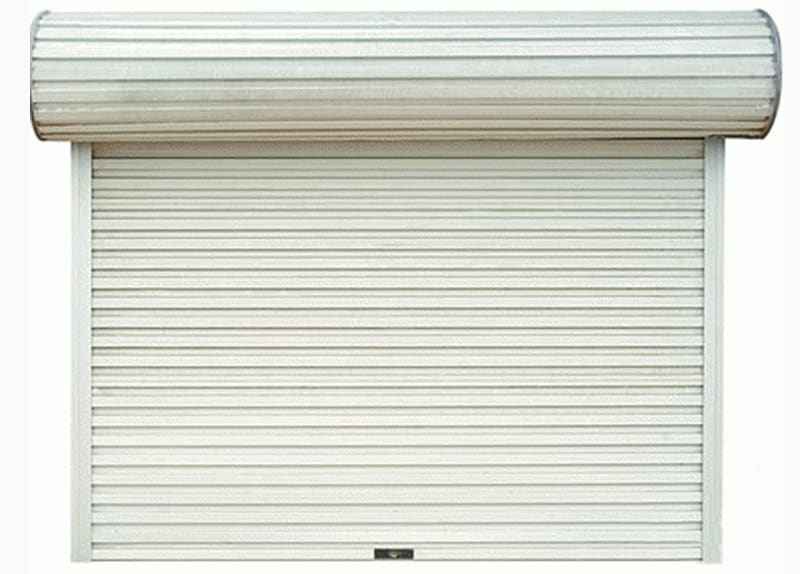
Pembinaan setakat ini merupakan sektor penggunaan akhir terbesar untuk gegelung keluli bersalut warna di seluruh dunia, menggunakan anggaran 60–70% daripada jumlah pengeluaran. Aplikasi termasuk kepingan bumbung berprofil, panel pelapik dinding, sistem bumbung jahitan berdiri, panel sandwic komposit, fasad skrin hujan, sistem longkang dan air hujan, dan komponen rangka keluli. Untuk bumbung dan pelapisan, substrat PPGL (galvalume pra-cat) berasaskan galvalume dengan lapisan atas SMP atau PVDF semakin diutamakan berbanding PPGI tergalvani disebabkan oleh rintangan kakisan canggih yang unggul bagi salutan aloi aluminium-zink.
Peti sejuk, mesin basuh, unit penghawa dingin, ketuhar gelombang mikro dan mesin basuh pinggan mangkuk semuanya menggunakan panel keluli bersalut warna untuk komponen bangkai luaran dan dalaman. Gegelung keluli pra-dicat gred perkakas memerlukan rintangan calar yang sangat baik, rintangan kimia terhadap detergen dan produk pembersih, penampilan permukaan licin dan warna yang konsisten merentas volum pengeluaran yang tinggi. Salutan berasaskan poliester dan poliuretana paling kerap digunakan, selalunya dengan rawatan permukaan anti-cap jari atau anti-bakteria khas untuk panel yang boleh dilihat.
Treler trak, gerabak kereta api, panel badan bas, pintu kontena, dan pelapik kontena penghantaran dibuat daripada gegelung keluli bersalut warna. Aplikasi ini menuntut rintangan hentaman tinggi, kebolehbentukan yang baik untuk bentuk panel yang kompleks, dan ketahanan di bawah tekanan mekanikal berulang dan pendedahan cuaca. Salutan plastisol tebal atau poliester binaan tinggi sering dinyatakan dalam sektor ini untuk rintangan cip dan lelasan yang unggul.
Rak penyimpanan keluli, sistem rak, panel loker, perabot pejabat, pintu garaj, dan penutup industri dihasilkan daripada gegelung keluli bersalut warna dalam jumlah yang tinggi. Dalam aplikasi ini, kecekapan kos adalah pemacu utama, dan salutan poliester standard pada substrat tergalvani Z100–Z140 biasanya mencukupi. Ketekalan warna dan kualiti permukaan adalah penting di mana produk siap akan kelihatan dalam persekitaran runcit atau pejabat.
Dua jenis substrat yang dominan untuk gegelung keluli bersalut warna — PPGI (besi tergalvani pra-dicat, bersalut zink) dan PPGL (galvalume pra-dicat, bersalut aluminium-zink) — kerap dikelirukan atau digunakan secara bergantian oleh pembeli, tetapi mereka mempunyai profil prestasi yang berbeza bermakna yang harus mendorong pemilihan substrat.
| Harta benda | PPGI (Bergalvani) | PPGL (Galvalume / AZ) |
| Komposisi salutan logam | Zink tulen (99% Zn) | 55% Al, 43.5% Zn, 1.5% Si |
| Rintangan kakisan permukaan rata | bagus | Cemerlang (2–4× lebih baik daripada GI) |
| Rintangan kakisan termutakhir | Cemerlang (perlindungan zink korban) | Sederhana (tindakan kurang pengorbanan) |
| Rintangan haba | Sederhana (zink cair pada 420°C) | bagus (Al content raises resistance) |
| Kebolehbentukan | sangat bagus | bagus (slightly less ductile) |
| Kos relatif | Lebih rendah | Tinggi sikit |
| Paling sesuai untuk | Perkakas, pembinaan umum, kegunaan dalaman | Bumbung tahan lama, persekitaran pantai dan agresif |
Untuk kebanyakan aplikasi bumbung luaran dan pelapisan tahan lama — terutamanya dalam persekitaran pantai, perindustrian atau tropika — PPGL ialah substrat pilihan kerana rintangan kakisan keseluruhannya yang jauh lebih baik. Apabila helaian berprofil dipotong mengikut panjang di tapak dan perlindungan termutakhir adalah kebimbangan utama, tindakan zink pengorbanan PPGI memberikan kelebihan. Di banyak pasaran, kedua-dua jenis substrat ditawarkan dalam sistem salutan dan julat warna yang sama, jadi pilihannya ialah keputusan prestasi berbanding kos yang mudah berdasarkan persekitaran pendedahan khusus.
Gegelung keluli pra-dicat terdedah kepada beberapa bentuk kerosakan semasa penyimpanan dan pengendalian yang boleh dicegah sepenuhnya dengan prosedur yang betul. Kerosakan yang dialami pada peringkat ini selalunya tidak dapat dipulihkan dan mengakibatkan penolakan bahan yang mahal atau prestasi perkhidmatan yang berkurangan.
Dengan prestasi anti-karat yang tinggi, ia popular diguna...
Nama penuh PPGI / PPGL COIL ialah gegelung keluli tergalv...
Pelabuhan: Zhejiang, China Kelebihan Gegelung Keluli T...

PERMOHONAN PPGI Pembinaan: Luar: Bengkel, gudang perta...




